
















Пользовательский чугунный чугунный ювелирный застенгровой наковаль
Описание продукта
Шоу продукта 







Рекомендуется Selleroem Resin Sand Cast Irough Jewelcting Anvil Sand Casting Детали $ 0,30 - 0,90 долл. США / кусочки. Что такое песчаные отливки и литья является наиболее универсальным среди методов производства и дает инженерам свободу проектирования сложных деталей из неограниченного количества металлов и сплавов. Песочное литье - это производственный процесс, в котором расплавленный металл заливается в расходную полость песчаной формы либо по гравитации, либо при силе, где он затвердевает, образуя форму полости. 3D -объект, образованный этим процессом, также называется кастингом. Наиболее распространенные песчаные отливки включают блоки двигателя, головки цилиндров и т. Д.
Что такое песчаные отливки и литья является наиболее универсальным среди методов производства и дает инженерам свободу проектирования сложных деталей из неограниченного количества металлов и сплавов. Песочное литье - это производственный процесс, в котором расплавленный металл заливается в расходную полость песчаной формы либо по гравитации, либо при силе, где он затвердевает, образуя форму полости. 3D -объект, образованный этим процессом, также называется кастингом. Наиболее распространенные песчаные отливки включают блоки двигателя, головки цилиндров и т. Д. Преимущества литья песка 1. Можно изготовить большие детали. 2. Сложные формы могут быть легко отлиты. \ N 3. Большой выбор металла на выбор. \ N 4. Инструменты и стоимость оборудования низкие по сравнению с некоторыми другими процессами формирования металлов. 5. Слом металл может быть переработан. 6. Короткий свинец по сравнению с другими подобными процессами. Поле приложения
Преимущества литья песка 1. Можно изготовить большие детали. 2. Сложные формы могут быть легко отлиты. \ N 3. Большой выбор металла на выбор. \ N 4. Инструменты и стоимость оборудования низкие по сравнению с некоторыми другими процессами формирования металлов. 5. Слом металл может быть переработан. 6. Короткий свинец по сравнению с другими подобными процессами. Поле приложения Производственный процесс
Производственный процесс 1. Первым шагом в процессе литья песка является создание формы для литья. В процессе расходуемой плесени этот шаг должен быть выполнен для каждого кастинга. Песчаная форма образуется путем упаковки песка в каждую половину формы. \ N2. После того, как плесень была сделана, она должна быть подготовлена для изливания расплавленного металла. \ N3. После того, как расплавленный металл был выложен в полость пресс -формы, производственные компании должны ждать его охлаждения. Кроме того, различные типы металла занимают различные промежутки времени, чтобы охладить. По мере того, как расплавленный металл охлаждается, он вернется от жидкого состояния обратно в твердое состояние. \ N4. После предопределенного времени затвердевания прошло песчаная форма может быть просто сломана, а литья удаляется. 5. Очистка всего песка и обрезки после удаления кастинга с песка. \ N6. Тепловая обработка и отделка поверхности. Профиль компании Qingdao Zehan Machinery Machinery Производство Co., Ltd-это экспортное высокотехнологичное предприятие, специализирующееся на изготовлении высококачественных металлических деталей, сохраняя долгосрочное и стабильно стратегическое сотрудничество с рядом всемирно известных предприятий с 2006 года. Наши. Продукты широко используются в точном оборудовании, инженерном оборудовании, строительстве, электростанции, медицине, животноводстве, авиации, железнодорожном движении и других отраслях промышленности. Они широко продавались на рынке высокого класса, таких как североамериканские и европейские страны. У Зехана есть силы сотрудников с отличной профессиональной компетентностью, сильными исполнительными способностями и высокой эффективностью работы. Более 80% из них получили высшее образование в колледже или старше. В дополнение к стандартному регулированию и профессиональному руководству ежедневных производственных работ, Zehan также предоставляет сотрудникам регулярно обучать техническую базовую теорию и технологию практической эксплуатации в течение многих лет, что улучшает общее профессиональное качество сотрудников фронт Улучшает качество и стабильность продуктов. Наш постоянный принцип-заниматься качеством и сделать каждый продукт с высококачественными материалами, научным дизайном и изысканным процессом. Qingdao Zehan Machinery Machinery Manufacturing Co., Ltd. Искренне приветствует больше друзей, чтобы сотрудничать с нами и создать лучшее будущее вместе. \ N
1. Первым шагом в процессе литья песка является создание формы для литья. В процессе расходуемой плесени этот шаг должен быть выполнен для каждого кастинга. Песчаная форма образуется путем упаковки песка в каждую половину формы. \ N2. После того, как плесень была сделана, она должна быть подготовлена для изливания расплавленного металла. \ N3. После того, как расплавленный металл был выложен в полость пресс -формы, производственные компании должны ждать его охлаждения. Кроме того, различные типы металла занимают различные промежутки времени, чтобы охладить. По мере того, как расплавленный металл охлаждается, он вернется от жидкого состояния обратно в твердое состояние. \ N4. После предопределенного времени затвердевания прошло песчаная форма может быть просто сломана, а литья удаляется. 5. Очистка всего песка и обрезки после удаления кастинга с песка. \ N6. Тепловая обработка и отделка поверхности. Профиль компании Qingdao Zehan Machinery Machinery Производство Co., Ltd-это экспортное высокотехнологичное предприятие, специализирующееся на изготовлении высококачественных металлических деталей, сохраняя долгосрочное и стабильно стратегическое сотрудничество с рядом всемирно известных предприятий с 2006 года. Наши. Продукты широко используются в точном оборудовании, инженерном оборудовании, строительстве, электростанции, медицине, животноводстве, авиации, железнодорожном движении и других отраслях промышленности. Они широко продавались на рынке высокого класса, таких как североамериканские и европейские страны. У Зехана есть силы сотрудников с отличной профессиональной компетентностью, сильными исполнительными способностями и высокой эффективностью работы. Более 80% из них получили высшее образование в колледже или старше. В дополнение к стандартному регулированию и профессиональному руководству ежедневных производственных работ, Zehan также предоставляет сотрудникам регулярно обучать техническую базовую теорию и технологию практической эксплуатации в течение многих лет, что улучшает общее профессиональное качество сотрудников фронт Улучшает качество и стабильность продуктов. Наш постоянный принцип-заниматься качеством и сделать каждый продукт с высококачественными материалами, научным дизайном и изысканным процессом. Qingdao Zehan Machinery Machinery Manufacturing Co., Ltd. Искренне приветствует больше друзей, чтобы сотрудничать с нами и создать лучшее будущее вместе. \ N



 Обработка
Обработка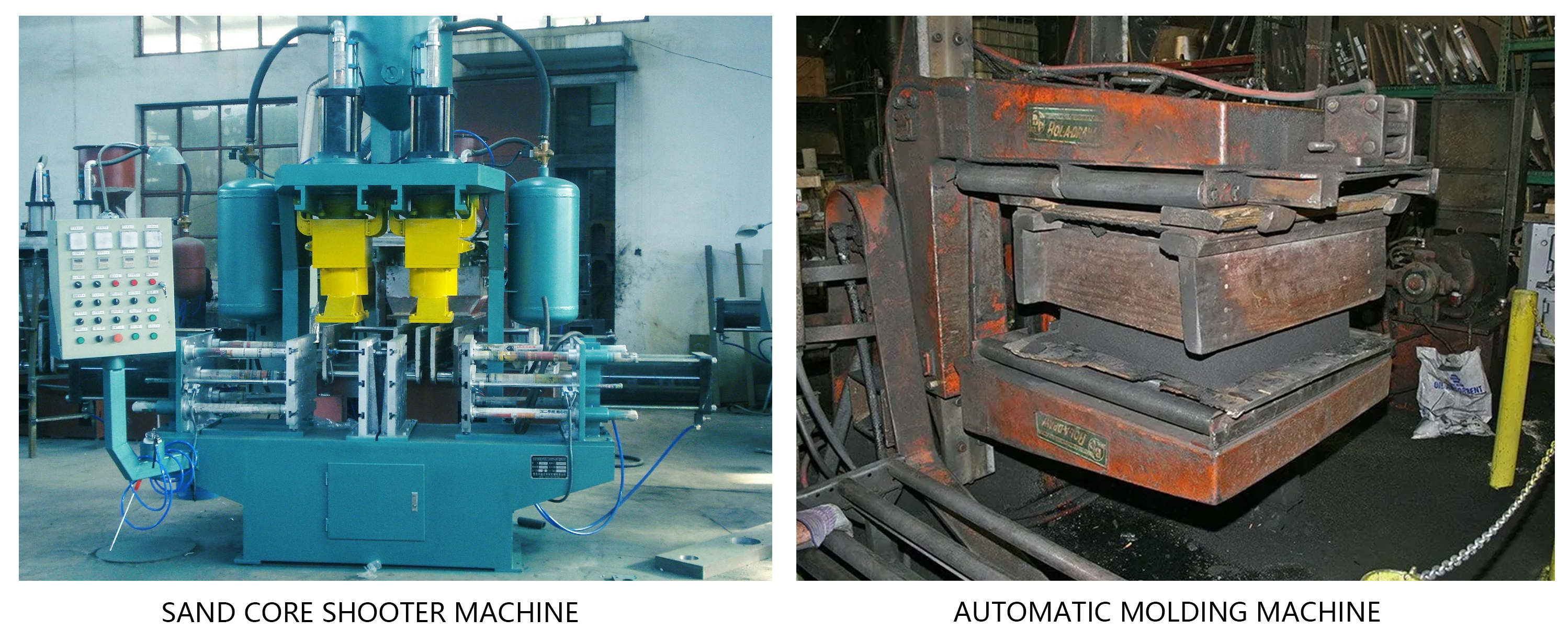

 Тестирование оборудования
Тестирование оборудования FAQ 1. Как предотвратить формирование воздушных отверстий в отливках? Эффективными методами предотвращения пузырьков являются: уменьшение содержания газа в металлической жидкости, увеличение проницаемости воздуха песчаной формы и добавление воздушного подъема в верхней части полости формы. \ N2. Как избежать ситуации липкого песка. Поверхность литья придерживается слоя песка, который трудно удалить. Это не только влияет на внешний вид литья, но и увеличивает рабочую нагрузку на очистку и резку, и даже Затрагивает срок службы машины. Метод предотвращения образования песка состоит в том, чтобы добавить угольный порошок в литьевом песке и чистить поверхность литой формы анти-санд-краской. \ n \ n3. Как идентифицировать усадку? \ N1) наблюдать за формой поверхности дефектов литья. Если поверхность неровная, очень грубая и темно -серая, отверстие с нерегулярной формой - это полость усадки. \ N2), если расположение отверстия находится при окончательном засущении затвердевания литья или в горячей точке, где две стены пересекается, и расположен в средней или верхней части секции, это полость усадки. \ n3) наиболее концентрированными дефектами отверстия на толстых и больших участках стальных литей - усадка или усадка воздуха. \ n \ n4. Как предотвратить расширение песка? \ nin orse Для предотвращения расширения песка, прочность песчаной плесени и жесткость песчаной коробки должна быть увеличена, а также усиливающаяся сила или сила крепления при закрытии коробки следует увеличить. Кроме того, температура заливки должна быть снижена, чтобы ранее сделать поверхность расплавленной металлической коры, чтобы снизить давление расплавленного металла на форме. \ N \ n5. Как предотвратить включение песка? \ N \ nsand включение - это своего рода канавку и дефект рубца, образованный на поверхности отливок, который очень легко изготовить в литья мокрой плесени тяжелых лит. Избегание большой плоской структуры может эффективно предотвратить включение песка. \ N6. Как определить неправильный тип, неверное ядро и отключенное? \ n2) Ядро ошеломляющее состоит в том, что песчаные ядра шатаются на поверхности прощальной, что делает внутреннюю полость деформации литья, а внешняя форма поверхности литья является правильной. \ n3) отклонение ядра вызвано ненадлежащим изменением песка Основное положение, которое приводит к форме литья и размеру, несовместимым с рисунком.
FAQ 1. Как предотвратить формирование воздушных отверстий в отливках? Эффективными методами предотвращения пузырьков являются: уменьшение содержания газа в металлической жидкости, увеличение проницаемости воздуха песчаной формы и добавление воздушного подъема в верхней части полости формы. \ N2. Как избежать ситуации липкого песка. Поверхность литья придерживается слоя песка, который трудно удалить. Это не только влияет на внешний вид литья, но и увеличивает рабочую нагрузку на очистку и резку, и даже Затрагивает срок службы машины. Метод предотвращения образования песка состоит в том, чтобы добавить угольный порошок в литьевом песке и чистить поверхность литой формы анти-санд-краской. \ n \ n3. Как идентифицировать усадку? \ N1) наблюдать за формой поверхности дефектов литья. Если поверхность неровная, очень грубая и темно -серая, отверстие с нерегулярной формой - это полость усадки. \ N2), если расположение отверстия находится при окончательном засущении затвердевания литья или в горячей точке, где две стены пересекается, и расположен в средней или верхней части секции, это полость усадки. \ n3) наиболее концентрированными дефектами отверстия на толстых и больших участках стальных литей - усадка или усадка воздуха. \ n \ n4. Как предотвратить расширение песка? \ nin orse Для предотвращения расширения песка, прочность песчаной плесени и жесткость песчаной коробки должна быть увеличена, а также усиливающаяся сила или сила крепления при закрытии коробки следует увеличить. Кроме того, температура заливки должна быть снижена, чтобы ранее сделать поверхность расплавленной металлической коры, чтобы снизить давление расплавленного металла на форме. \ N \ n5. Как предотвратить включение песка? \ N \ nsand включение - это своего рода канавку и дефект рубца, образованный на поверхности отливок, который очень легко изготовить в литья мокрой плесени тяжелых лит. Избегание большой плоской структуры может эффективно предотвратить включение песка. \ N6. Как определить неправильный тип, неверное ядро и отключенное? \ n2) Ядро ошеломляющее состоит в том, что песчаные ядра шатаются на поверхности прощальной, что делает внутреннюю полость деформации литья, а внешняя форма поверхности литья является правильной. \ n3) отклонение ядра вызвано ненадлежащим изменением песка Основное положение, которое приводит к форме литья и размеру, несовместимым с рисунком.
Type | A(Length Of Anvil ) | B(Total Length) | C(Width Of Anvil) | D(High) | E(Base Width) | F(Hole Length And Width) |
1LB | 6cm | 9cm | 3.5cm | 5.3cm | ||
3KG | 11.2cm | 17cm | 6.5cm | 9.5cm | ||
3LB | 10.2cm | 15cm | 5cm | 7cm | ||
11LB | 12.5cm | 22cm | 6.5cm | 12cm | 10cm | |
10KG | 20.7cm | 32.5cm | 7cm | 14cm | 9.5cm | 1*1 |
24LB | 17.3cm | 28.5cm | 9cm | 14cm | 12cm | |
33LB | 19cm | 32cm | 10cm | 16cm | ||
20KG | 24cm | 35cm | 14cm | 13.5cm | 2.1*2.1 | |
55LB | 22cm | 36cm | 10.5cm | 16.5cm | 2.1*2.1 | |
30KG | 24.5cm | 39cm | 15cm | 16cm | 16.5cm | 2.1*2.1 |
75LB | 25cm | 37.5cm | 14.3cm | 16cm | ||
50KG | 28cm | 47.3cm | 15cm | 22cm | 20.5cm | 2.1*2.1 |
100LB | 25.3cm | 44cm | 14cm | 20cm | 21cm | |
75KG | 29cm | 51.5cm | 16cm | 22.5cm | 23cm | 3*3 |
200KG | 41.5cm | 73cm | 23cm | 30cm | 37cm | 4.5*4.5 |
200LB | 40cm | 66.5cm | 12 | 26.5cm | 27.5cm | 2.5*2.5 |
Что такое песчаные отливки и литья является наиболее универсальным среди методов производства и дает инженерам свободу проектирования сложных деталей из неограниченного количества металлов и сплавов. Песочное литье - это производственный процесс, в котором расплавленный металл заливается в расходную полость песчаной формы либо по гравитации, либо при силе, где он затвердевает, образуя форму полости. 3D -объект, образованный этим процессом, также называется кастингом. Наиболее распространенные песчаные отливки включают блоки двигателя, головки цилиндров и т. Д. Преимущества литья песка 1. Можно изготовить большие детали. 2. Сложные формы могут быть легко отлиты. \ N 3. Большой выбор металла на выбор. \ N 4. Инструменты и стоимость оборудования низкие по сравнению с некоторыми другими процессами формирования металлов. 5. Слом металл может быть переработан. 6. Короткий свинец по сравнению с другими подобными процессами. Поле приложения Производственный процесс 1. Первым шагом в процессе литья песка является создание формы для литья. В процессе расходуемой плесени этот шаг должен быть выполнен для каждого кастинга. Песчаная форма образуется путем упаковки песка в каждую половину формы. \ N2. После того, как плесень была сделана, она должна быть подготовлена для изливания расплавленного металла. \ N3. После того, как расплавленный металл был выложен в полость пресс -формы, производственные компании должны ждать его охлаждения. Кроме того, различные типы металла занимают различные промежутки времени, чтобы охладить. По мере того, как расплавленный металл охлаждается, он вернется от жидкого состояния обратно в твердое состояние. \ N4. После предопределенного времени затвердевания прошло песчаная форма может быть просто сломана, а литья удаляется. 5. Очистка всего песка и обрезки после удаления кастинга с песка. \ N6. Тепловая обработка и отделка поверхности. Профиль компании Qingdao Zehan Machinery Machinery Производство Co., Ltd-это экспортное высокотехнологичное предприятие, специализирующееся на изготовлении высококачественных металлических деталей, сохраняя долгосрочное и стабильно стратегическое сотрудничество с рядом всемирно известных предприятий с 2006 года. Наши. Продукты широко используются в точном оборудовании, инженерном оборудовании, строительстве, электростанции, медицине, животноводстве, авиации, железнодорожном движении и других отраслях промышленности. Они широко продавались на рынке высокого класса, таких как североамериканские и европейские страны. У Зехана есть силы сотрудников с отличной профессиональной компетентностью, сильными исполнительными способностями и высокой эффективностью работы. Более 80% из них получили высшее образование в колледже или старше. В дополнение к стандартному регулированию и профессиональному руководству ежедневных производственных работ, Zehan также предоставляет сотрудникам регулярно обучать техническую базовую теорию и технологию практической эксплуатации в течение многих лет, что улучшает общее профессиональное качество сотрудников фронт Улучшает качество и стабильность продуктов. Наш постоянный принцип-заниматься качеством и сделать каждый продукт с высококачественными материалами, научным дизайном и изысканным процессом. Qingdao Zehan Machinery Machinery Manufacturing Co., Ltd. Искренне приветствует больше друзей, чтобы сотрудничать с нами и создать лучшее будущее вместе. \ N Обработка Тестирование оборудования FAQ 1. Как предотвратить формирование воздушных отверстий в отливках? Эффективными методами предотвращения пузырьков являются: уменьшение содержания газа в металлической жидкости, увеличение проницаемости воздуха песчаной формы и добавление воздушного подъема в верхней части полости формы. \ N2. Как избежать ситуации липкого песка. Поверхность литья придерживается слоя песка, который трудно удалить. Это не только влияет на внешний вид литья, но и увеличивает рабочую нагрузку на очистку и резку, и даже Затрагивает срок службы машины. Метод предотвращения образования песка состоит в том, чтобы добавить угольный порошок в литьевом песке и чистить поверхность литой формы анти-санд-краской. \ n \ n3. Как идентифицировать усадку? \ N1) наблюдать за формой поверхности дефектов литья. Если поверхность неровная, очень грубая и темно -серая, отверстие с нерегулярной формой - это полость усадки. \ N2), если расположение отверстия находится при окончательном засущении затвердевания литья или в горячей точке, где две стены пересекается, и расположен в средней или верхней части секции, это полость усадки. \ n3) наиболее концентрированными дефектами отверстия на толстых и больших участках стальных литей - усадка или усадка воздуха. \ n \ n4. Как предотвратить расширение песка? \ nin orse Для предотвращения расширения песка, прочность песчаной плесени и жесткость песчаной коробки должна быть увеличена, а также усиливающаяся сила или сила крепления при закрытии коробки следует увеличить. Кроме того, температура заливки должна быть снижена, чтобы ранее сделать поверхность расплавленной металлической коры, чтобы снизить давление расплавленного металла на форме. \ N \ n5. Как предотвратить включение песка? \ N \ nsand включение - это своего рода канавку и дефект рубца, образованный на поверхности отливок, который очень легко изготовить в литья мокрой плесени тяжелых лит. Избегание большой плоской структуры может эффективно предотвратить включение песка. \ N6. Как определить неправильный тип, неверное ядро и отключенное? \ n2) Ядро ошеломляющее состоит в том, что песчаные ядра шатаются на поверхности прощальной, что делает внутреннюю полость деформации литья, а внешняя форма поверхности литья является правильной. \ n3) отклонение ядра вызвано ненадлежащим изменением песка Основное положение, которое приводит к форме литья и размеру, несовместимым с рисунком. Группа Продуктов : Песочные листовые детали > Песочные детали литья
Premium Related Products











Другие продукты




Горячие продукты
Пользовательские высокоточные литые запчасти для Mercedes BenzОтливка чугуна отливки высокого качества для насосаOEM точности нержавеющей стали литья спина ПзготовителейВысококачественная сталь высокого качестваЛитейное производство отливок высокого качества из КитаяКорпус прецизионного алюминиевого литья под давлениемЦинк литье часы рамкаРазличные виды штамповочной деталиЧасть сделана впрыском пластмассыАлюминиевая деталь для литья под давлением с ISO9001Изготовление пресс-формы для литья под давлениемОбрабатывающая деталь с ЧПУРадиатор Par38Алюминиевая деталь для литья под давлениемДеталь литья под давлениемАнодирующая часть